
Did you know? The Clear Flow Matrix (CFMx) is founded on Shingo’s proven concept that the relationship between process flow and operations flow is a perpendicular one. By maintaining this perpendicular relationship (and Shingo’s concepts), the CFMx emphasizes balanced flow along the balanced production front.
The Necessity of Flow
Why is this so helpful? Project production based on balanced flow evens crew sizes, minimizes work left behind, and reduces excessive work in process – all while producing shorter project completion dates and fewer delays.
And what can make it challenging? Balancing both flows (process and operations) can be difficult because subcontractors are under significant pressure to use larger crews that occupy larger areas of work to minimize handoffs to the subsequent trades. These longer durations that are required to complete larger areas wind up delaying other trades from starting – further magnifying the effect of inefficient transitions with other trades.
Many may try to hide these Inefficiencies with fewer handoffs, but all this does is multiply them exponentially as the next trades are delayed and incomplete items are pushed to large punch lists later in the project.
What’s worse? If the questions, design changes, and incomplete work items are not resolved weekly, they accumulate – further compounding the schedule recovery efforts forced on other trades already affected by delayed starts.
The Benefit of Balance
Balanced production must be based on balanced flow and maintained by weekly handoffs, as is done through the CFMx. With our matrix, each handoff addresses both flows, process between pacemaker activities, and operations from area to area, as shown below: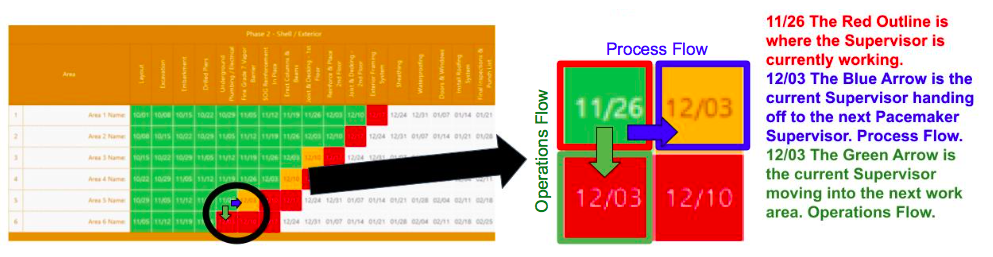
In other words, the takt period is balanced for both flows so that one craft cannot run ahead and produce the common problems described above.
Disastrous Delays
Identifying and establishing balanced flow prior to planning crew sizes allows production to be balanced across the trades, minimizing the inefficiencies caused by completing work in larger portions.
In manufacturing, Shingo identified the effects of delaying equipment change as “lot delays,” concluding that the larger lots concealed the effects of delayed equipment changeovers but made balanced flow impossible. Once lot delays were identified, the resolution became one of Shingo’s most significant contributions to manufacturing, and now our industry.
The SMED (Single Moment Exchange of Dies) studies and subsequent revisions then shortened machine changeover from hours to minutes and allowed for continuous flow, as well as allowing the changeover operations to occur during normal work hours instead of weekends.
Separation Strategy
The first step taken by Shingo was to separate the preparations that could be made outside the machine and would not require shutting down production. The green boxes below lead up to the handoff (red boxes) and are all activities that do not require stopping crew production, which serve to minimize the shutdown duration. The blue box activities leading up to the move out are classified as a minimum duration and identify issues that can (and should) be avoided in the future. This same strategy is applicable to handoffs, and we have identified it as Single Motion Exchange of Trade (SMET).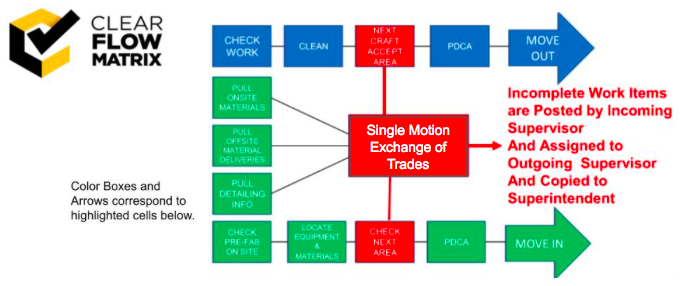
The CFMx Advantage
With CFMx, we help control production rates (rather than schedule dates) by focusing on smaller handoffs, smaller crews, and reducing variation. The importance of CFMx providing an overview of the project flow enables foremen, engineers, managers, and superintendents to all prepare in advance for the approaching handoffs, without spending excessive efforts to analyze schedules and projections.
Another point? Time spent by the project management team on managing project controls produces reports – not project control (go figure!). So, what actually does ensure project control? Preparing and managing handoffs produces the flow necessary to accomplishes the true project control we’ve all been looking (and waiting) for.
Recent Comments